Как правильно паять паяльникомПри повреждении проводов различных бытовых приборов, обрыва контактов в розетках и при починке электрических плат самым надежным способом соединения металлических деталей и проводов является пайка, которая осуществляется в домашних условиях при помощи паяльника. О том, как правильно паять паяльником, и пойдет речь в данной статье. Следует иметь в виду, что при помощи паяльника сложно соединить (спаять) крупные детали, так как из-за большого теплоотвода становится очень проблематично нагреть их до температуры, равной температуре плавления припоя. Также, паяльник можно использовать только с мягкими припоями, которые являются низкоплавкими, в противном случае придется использовать иные методы соединения изделий. В зависимости от способа нагрева, все паяльники подразделяются на бытовые, которые содержат в своем составе спиральный или керамический нагревательный элемент и питаются от сети, газовые, оснащенные газовой горелкой, индукционного типа и термовоздушные. В быту оправдано применение стандартных видов паяльников, которые являются электрическими.  Подготовка паяльника к работеКак и любой другой электрический прибор, все виды «бытовых» паяльников подразделяются на типы в зависимости от напряжения электрической сети. Стандартные приборы работают от обычной домашней розетки и питаются однофазным напряжение в 220В (230/50) переменного тока. Существуют также варианты, работающие на трехфазном токе с напряжением 380В и низковольтные паяльники на 12 В. Последние модели используются, как правило, в условиях повышенной опасности, применение их в быту является неоправданным, так как при подключении требуется использование понижающего трансформатора, также они имеют малую мощность, а время нагрева основного элемента слишком велико. Таким образом, для успешного результата выбирается модель со стандартным напряжением в 230/50В. Помимо рабочего напряжения, одним из основных важных параметров данного электроприбора является мощность. Как правильно выбрать мощность паяльникаВ зависимости от поставленной задачи, необходимо определиться, какую мощность паяльника выбрать, а именно:
Для домашнего использования достаточно иметь два вида паяльников – малой и средней мощности, что поможет спаять все требуемые в доме детали. Первое включение - паяльник всегда дымитПри первом включении только что купленного нового паяльника он начинает дымить и издавать крайне неприятный запах. Это совершенно нормальное явление, так как все производители наносят на жало специальное масло для предотвращения образования коррозии и чувствительности к перепадам температур. Благодаря этому, инструмент может долгое время храниться на складе при высоких показателях влажности и резких перепадах температур. После того, как масло прогорит, дым и неприятный запах исчезнут. Как заточить жало паяльника
После первого включения, когда нанесенное масло полностью прогорело, необходимо выключить паяльник, дать ему остыть некоторое время до комнатной температуры и приступить к заточке жала. Само жало паяльника выполняется в виде цилиндрического стержня из красной меди, что обусловлено ее большими показателями теплопроводности и нагревается при помощи нихромовой спирали до температуры, равной температуре плавления припоя. С одной стороны жало крепится при помощи фиксирующего прижимного винта, а с другой стороны имеет клиновидную форму, что характерно, как правило, для дорогих моделей. У более бюджетных вариантов как таковой заточки не имеется, ее приходится осуществлять своими силами. Для заточки можно использовать либо обычный молоток, либо напильник или наждак. Затачивается только самый кончик жала, который вынимается путем ослабления крепежного винта. Если конструкция паяльника неразборная, придется действовать крайне осторожно, чтобы не повредить сам корпус Форма жала будет зависеть от вида работ, которые планируется выполнять и может быть как клиновидной, так и в виде лопатки или карандаша. Желательно также иметь тиски (при заточке напильником или наждаком), в которых жало жестко фиксируют перед обработкой. Как уже было сказано выше, в зависимости от типа требуемых работ жало затачивают следующим образом:
После того, как жало заточено, необходимо как можно быстрее его залудить, что предотвратит окисление меди на воздухе. В противном случае, потребуется повторная заточка. Как залудить паяльник
Лужение жала паяльника производится при помощи тонкого слоя припоя, а именно - олова. Эта процедура позволит предотвратить появление коррозии и значительно продлит срок его службы. Для лужения жала существуют два основных способа:
Как в первом, так и во втором случае, вся поверхность жала должна быть покрыта слоем припоя. Данную процедуру время от времени придется повторять по мере необходимости. Как пользоваться паяльником Как уже было сказано выше, для осуществления практически всех видов паяльных работ в быту достаточно иметь пару паяльников различной мощности, хотя некоторые и предпочитают покупать прибор с уже встроенным регулятором или пользоваться паяльной станцией. Для того чтобы иметь представление, как правильно паять паяльником, необходимо представлять саму технологию процесса. Паяльник в быту применяется, как правило, при пайке или распайке проводов, или мелких радиодеталей. При осуществлении пайки следует строго придерживаться определенной последовательности действий. Сама технология пайки заключается в следующем:
При тщательном соблюдении вышеуказанных пунктов, пайка будет завершена. При правильности действий место пайки обладает ярким блеском, а требуемые изделия надежно соединены. Если же нанесенный припой выглядит тусклым, процесс необходимо переделать, так как при пайке температура нагрева была недостаточно высока. В подобном случае место соединения будет крайне непрочным, электрический контакт будет отсутствовать. При избыточной температуре нагрева место пайки будет выглядеть обугленным, что также свидетельствует о неправильном проведении самого процесса. С точки зрения электрической проводимости, такое соединение имеет право на существование, детали будут надежно скреплены, однако в случае, к примеру, пайки проводки, желательно повторить данный процесс снова при уже требуемой температуре. Как подготовиться к пайкеВ зависимости от того, какой вид работ требуется сделать, проводится определенная подготовка к данному процессу. Для пайки проводов, прежде всего, необходимо очистить требуемые концы от имеющейся изоляции и тщательно зачистить их. Для пайки силовых проводов оголенный участок должен составлять в длину порядка 10-15 сантиметров, для мелких достаточно будет 7-10 миллиметров. 
Изоляция легко удаляется про помощи ножа, после чего оголенный провод необходимо тщательно осмотреть. При наличии лакового покрытия или оксидной пленки их требуется удалить, что можно сделать несколькими способами:
Если провода внутри изоляции покрыты лаком или эмалью, можно использовать специальный «флюс для пайки проводов с эмалированным покрытием» непосредственно во время самого процесса. Единственный нюанс – по окончании пайки его необходимо тщательно удалить тряпочкой во избежание разрушения самого провода в дальнейшем. При пайке провода к любой металлической поверхности подготовка к процессу проводится аналогичным образом – место зачищается при помощи мелкозернистой наждачной бумаги до металлического блеска, после чего поверхность обрабатывается спиртовым раствором или растворителем для удаления жировых отложений. После всех подобных приготовлений, детали готовы к непосредственно пайке. Обработка деталей при помощи флюса или лужения.Для того чтобы обеспечить качественный контакт деталей при пайке, их необходимо предварительно обработать при помощи флюса или же залудить. Как правило, выбирают один из способов, так как они дают идентичный результат. Обработка лужениемОбработка проводов и поверхностей лужением является обязательным условием успешной пайки. Так же как и при лужении жала паяльника, необходимо приготовить припой и кусок канифоли. Разогретым паяльником расплавляется канифоль, после чего на нее укладывается оголенный кусок провода.  После этого продолжается прогрев провода уже в расплавленной канифоли, причем, его необходимо периодически поворачивать. После того, как весь оголенный конец будет покрыт канифолью, на жало паяльника берется небольшое количество припоя (олова) и проводится по оголенному проводу (предварительно вынутому из канифоли), который также поворачивается для полного нанесения.  Весь оголенный конец провода должен быть полностью покрыт припоем, к примеру, медные зачищенные концы после обработки становятся серебристого цвета. Обработка при помощи флюсаТак же как и лужение, обработка флюсом является обязательной. Из упаковки флюс набирается кисточкой и наносится на оголенную часть провода, на этом обработку можно считать завершенной. Нюанс использования подобного расходного материала, представляющего собой сплав металлов, заключается в том, что необходимо каждый раз индивидуально подбирать требуемый вид флюса в зависимости от вида спаиваемых материалов, температуры пайки, температуры самого флюса, прочности материалов, а также от его устойчивости к коррозионному поражению. Как правило, применяют следующие основные виды флюсов:
Все флюсы имеют жидкостную основу, к выбору которой требуется подходить с особой тщательностью. К примеру, для пайки печатных плат нельзя применять флюсы на кислотной основе, которые способны повредить целостность изоляции и вызвать коррозию. В данном случае прекрасно подойдут водные или спиртовые составы.  Однако для пайки провода к металлической детали кислотный флюс «Паяльная кислота» подойдет как нельзя кстати, его можно приобрести в специализированных магазинах. Разогрев места пайкиДля того чтобы определить степень разогрева места пайки, существуют два основных способа. При использовании паяльной станции требуется руководствоваться следующими правилами:
Таким образом, требуется вручную выставить на станции температуру, которая будет выше температуры плавления припоя на 60-120С. При использовании обычного паяльника кончиком жала разогревают канифоль или флюс до тех пор, пока они не начнут кипеть и выделять пар, но ни в коем случае не доводят до горения. При поднятии паяльника оставшаяся канифоль продолжает висеть на жале крупными каплями. Добавление припоя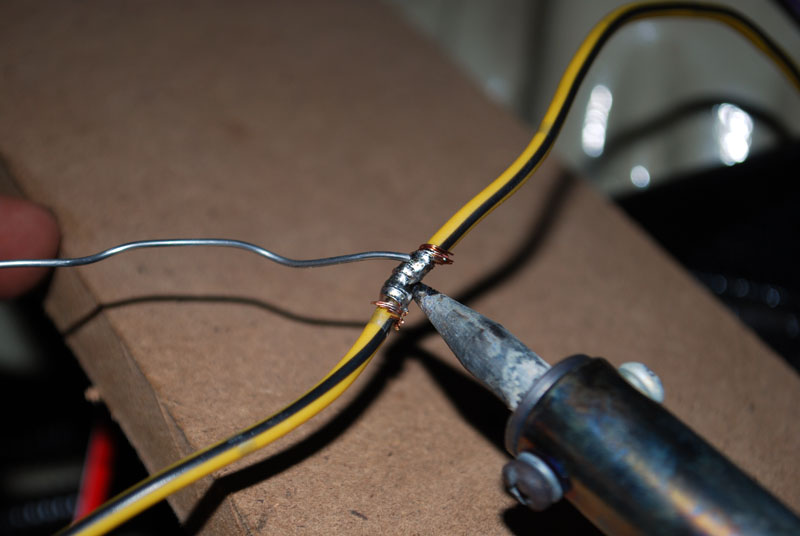
После разогрева места пайки, в него добавляют необходимый припой. Если требуется спаять два небольших провода, он вносится на жале паяльника в очень небольшом количестве в расплавленном виде. В твердый припой опускается жало паяльника и держится там до начало его расплавления, после чего очень небольшое количество (кончик жала должен быть просто белым, излишки требуется стряхнуть) добавляется в зону пайки. При пайке элементов достаточно больших размеров допускается нанесение припоя в твердом виде (проволокой) непосредственно в саму зону и потом уже в конкретном месте расплавление его паяльником. В этом случае, когда под воздействием высокой температуры, канифоль или флюс начнут испаряться, а расплавленный припой займет их место и обеспечит надежное соединение. Однако избыточное количество припоя желательно убрать, что особенно важно при пайке электронных плат. Советы по правильной работе с паяльникомКак уже было сказано выше, соблюдение всех указанных пунктов гарантирует правильную и качественную пайку всех элементов. Обязательная зачистка поверхностей, лужение или обработка флюсом, прогрев места пайки, а также внесение необходимого количества припоя обеспечат прочное соединение требуемых деталей. Все эти знания приходят с опытом, потому процесс пайки будет проходить «без запинки» только после многократных применений и тренировок. Как научиться паять паяльникомДля того чтобы приобрести необходимый опыт в данной области и понять, как правильно паять провода, можно потренироваться на пайке одножильных проводов среднего диаметра, к примеру, для данной цели хорошо подойдут монтажные провода. Нарезав их на небольшие отрезки, необходимо спаять два оголенных конца. Как обычно, перед пайком зачищенные концы требуется обработать лужением или флюсом, после чего, для более прочного соединения, их можно скрутить между собой. После приобретения необходимого опыта в пайке одножильных проводов, можно смело переходить к многожильным, однако для скрутки уже предпочтительнее будет воспользоваться плоскогубцами. 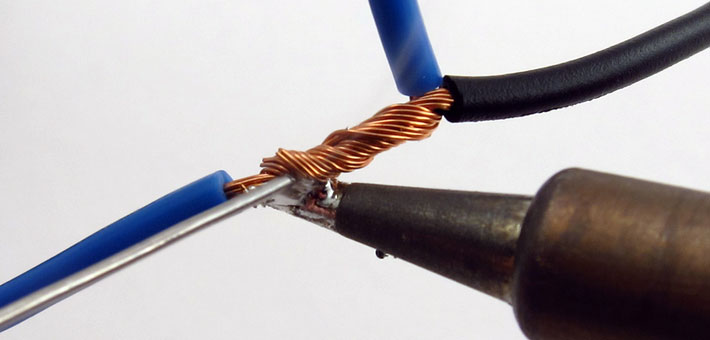 Для того чтобы оценить результат полученной работы, необходимо обратить внимание на следующие параметры места пайки:
 При получении положительного результата можно переходить к пайке проводов большего диаметра до 2,5 мм, которые, как правило, используются для прокладки силовой проводки в многоквартирных домах. Завершение пайкиПосле того, как процесс пайки завершен, необходимо тщательно смыть остатки флюса (если применялся), используя при этом любое моющее средство или мыльный раствор. По окончании работы, место пайки требуется тщательно высушить. Таким образом, соблюдая все вышеуказанные правила пайки паяльником, работу можно считать завершенной.
| ||||||||||||||||||||||||||||